Skanowanie powierzchni i brył obrotowych
Skaner CYCLONE 2 firmy Renishaw umożliwia digitalizację danych geometrycznych obiektów fizycznych i uzyskanie komputerowych modeli geometrycznych obiektów rzeczywistych.
- skanowanie obiektów rzeczywistych dla odtworzenia ich dokumentacji technicznej
- kontrola wymiarowa w postaci kolorowej mapy odchyłek oraz konkretnych wymiarów na podstawie 2D i 3D rysunków klienta
- konwersja zeskanowanych obiektów do postaci edytowalnych rysunków CAD (*.igs, PARASOLID,*.step)
- archiwizacja 3D rzeźb i obiektów muzealnych
Zastosowanie uniwersalnego połączenia digitalizacji laserowej i stykowej pozwala na uzyskanie danych powierzchni detalu każdego rodzaju. Począwszy od elementów metalowych, drewnianych przez elementy z tworzyw sztucznych do miękkich i delikatnych elementów plastycznych, takich jak: elastomery, guma, tworzywa modelarskie.
Technologie addytywne
Binder Jetting BJ
Binder jetting to technologia wytwarzania przyrostowego, w której cienkie warstwy proszku są sklejane spoiwem (binder’em). Proces nie wymaga wysokich temperatur, co pozwala na szybkie tworzenie detali z różnych materiałów, takich jak metal czy ceramika. Po wydrukowaniu części wymagają dalszego utwardzenia (spiekania). Technologia Binder Jetting znajduje szczególne zastosowanie w prototypowaniu i produkcji detali o złożonej geometrii.
Proces wytwarzania metodą Binder Jetting:
1. Rozprowadzenie warstwy proszku (o grubości 40-60 µm) na powierzchni stołu roboczego
2. Drukowanie – rozprowadzenie spoiwa (binder’a) przy użyciu głowicy drukującej
3. Obniżenie stołu i rozprowadzenie kolejnej warstwy proszku
— powtórka kroków 2 i 3 do czasu osiągnięcia zaprogramowanej wysokości odpowiadającej budowanym elementom —
4. Utwardzenie spoiwa/detali – obróbka termiczna w temperaturze <250 °C
5. Wyjęcie detali (green parts) z pojemnika z proszkiem, usuwanie niewykorzystanego proszku
6. Usuwanie binder’a/spoiwa (debinding) – – obróbka termiczna w temperaturze <450 °C
7. Spiekanie detali (temperatura zbliżona do temperatury topienia materiału) – zmniejszenie wymiarów elementów o około18-25% (w zależności od materiału)
8. Obróbka wykańczająca – w zależności od potrzeb (np.: polerowanie)
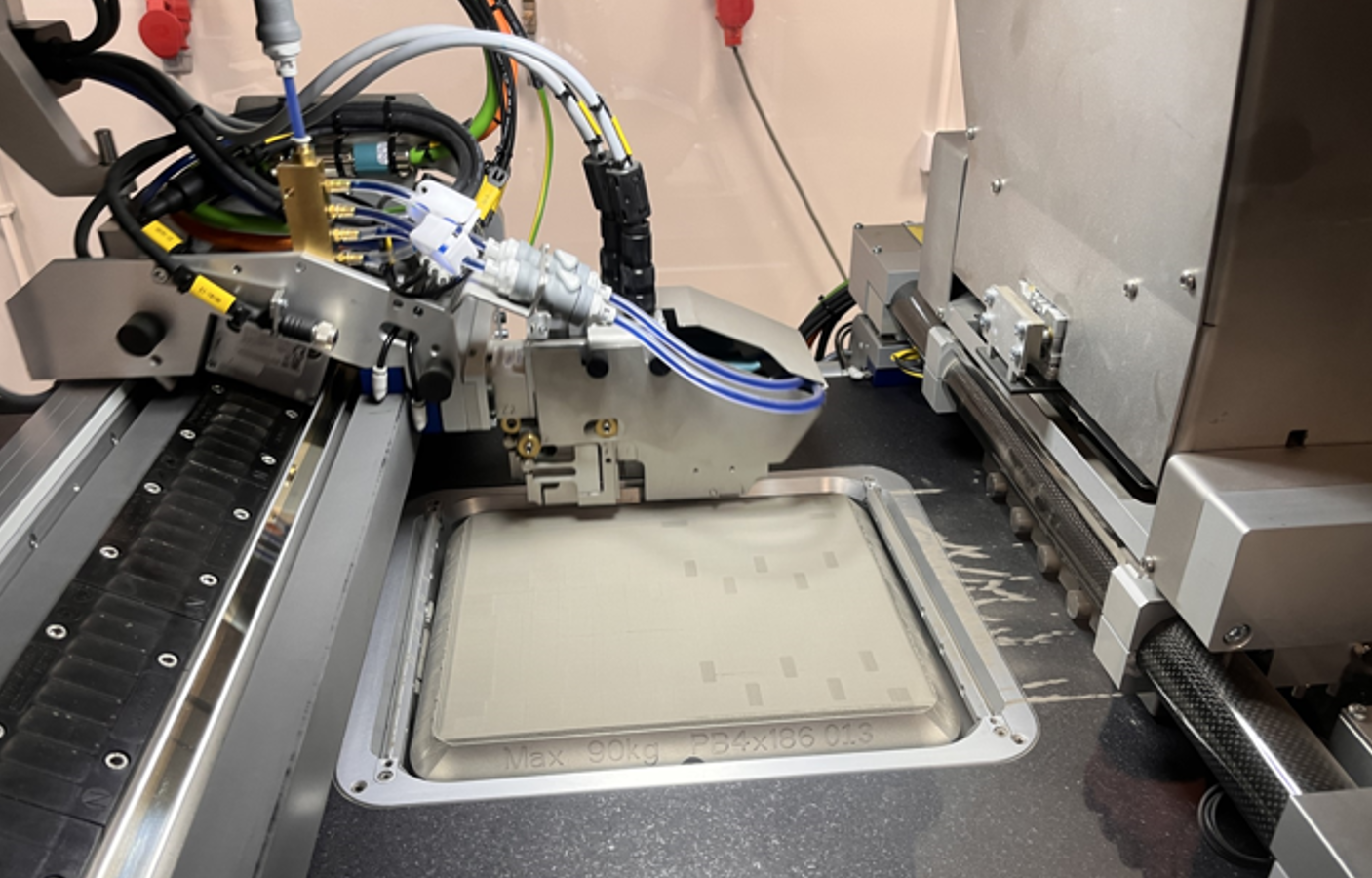
Parametry drukarki Metal DM P2500
Max dokładność elementów po spiekaniu 35 µm
Grubość rozprowadzanej warstwy proszku 42 – 60 µm
Obszar roboczy 217×255×186 mm
Oferujemy możliwość wykonania elementów „na gotowo” jak i dostawę „green parts” – do dalszej obróbki cieplnej.
Dostępne materiały:
- stal nierdzewna 316L (1.4404)
- stal narzędziowa typu Maraging – MS1 (1.2709)
- CP-Ti (tytan grade 2)
- INCONEL 718;
- ceramika – Al2O3
Piec do spiekania części Nabertherm VHT08-20 W TL
Komora robocza 180×180×250 mm / (Ø250×250 mm)
Maksymalna temperatura spiekania 2000 °C
Atmosfera spiekania próżnia / gaz obojętny
Selektywne spiekanie laserowe/selektywne przetapianie laserowe SLS/SLM
Rodzina metod polegających na wytwarzaniu wyrobów w procesie zestalania materiałów w postaci proszku, warstwa po warstwie, który następuje dzięki oddziaływaniu wiązki laserowej na powierzchnię proszku. Są to metody przyrostowe, za pomocą których można wytwarzać elementy funkcjonalne w technologii druku 3D z proszków metali.
Instytut posiada urządzenia pozwalające na produkcję wyrobów najwyższej jakości.
Urządzenie EOSINT M 250 Xt firmy EOS do spiekania laserowego metodą SLS umożliwia:
- przygotowanie pliku STL na podstawie wprowadzonego modelu 3D utworzonego w środowisku CAD
- automatyczny podział modelu na warstwy o określonej grubości
- sprawdzenie i korektę błędów
- dobór parametrów procesu a priori w trybie offline
- wykonanie elementu metodą SLS
Dane techniczne:
- laser CO2: moc ≤ 250 W
- prędkość skanowania: do 3,0 m/s
- grubość nakładanych warstw proszkowych: 20−60 µm
- dokładność otrzymywanych przedmiotów: ±0,05 mm
- maks. wymiary budowanego elementu: 250 × 250 × 200 mm
- gaz osłonowy: azot
Dostępne materiały:
- materiał brązopodobny DirectMetal 20
- stal DirectSteel H20
- stal narzędziowa DirectSteel H20
Urządzenie AM 250 firmy RENISHAW do spiekania laserowego metodą SLS/SLM umożliwia:
- przygotowanie pliku STL na podstawie wprowadzonego modelu 3D stworzonego w środowisku CAD
- automatyczny podział modelu na warstwy o określonej grubości
- sprawdzenie i korektę błędów
- dobór parametrów procesu a priori w trybie offline
- wykonanie elementu metodą SLS
- wykonanie elementu metodą SLM
- opracowanie technologiczne materiałów (parametry „otwarte” urządzenia)
Dane techniczne:
- laser włóknowy: 400 W, długość fali: 10,6 µm
- prędkość skanowania: do 2,0 m/s
- grubość nakładanych warstw proszkowych: 20−100 µm
- dokładność otrzymywanych przedmiotów: ±0,05 mm
- maks. wymiary budowanego elementu: 250 × 250 × 300 mm (X, Y, Z)
- wiązka laserowa o średnicy plamki 70 µm na powierzchni spiekania
Dostępne materiały:
- stal nierdzewna 316L (X2CrNiMo17-12-2 / 1.4404)
- stal Maraging (X3NiCoMoTi18-9-5 / 1.2709)
- stal narzędziowa H13 (EOS: DirectSteel H20)
- stop niklu INCONEL 718
- stop tytanu (Ti grade 5) Ti-6Al-4V
- stop aluminium AlSi10Mg
- czysty tytan (Ti grade 2) CP-Ti gr2
- materiał brązopodobny EOS-Direct Metal 20
Druk 3D w technologii FDM (Fused Deposition Modeling) oraz w technologii DLP (Digital Light Processing)
Instytut oferuje usługi z zakresu druku w 3D w technologii FDM (Fused Deposition Modeling) oraz w technologii DLP (Digital Light Processing).
Technologia FDM (Fused Deposition Modeling) wykorzystuje w procesie wytwórczym termoplasty, czyli tworzywa sztuczne wykorzystywane do formowania geometrii w wysokich temperaturach. Modele drukowane w tej technologii powstają przez nakładanie kolejnych warstw półpłynnego materiału, który jest wytłaczany (ekstrudowany) z podgrzewanej dyszy. Materiał ma formę żyłki o stałej średnicy (1,75 mm lub 2,85 mm) nawiniętej na szpulę (filament).
Technologia DLP (Digital Light Processing) to druk 3D polegający na utwardzaniu materiałów światłoczułych/żywic (fotopolimerów) za pomocą światła projektora. Drukarka FDM (Fused Deposition Modeling) − model UBOT 3D
Drukarka FDM (Fused Deposition Modeling) −model UBOT 3D
Dane techniczne:
- obszar roboczy: 250 mm × 250 mm × 250 mm
- dokładność pozycjonowania osi X, Y: 6,25 µm, Z: 0,6 µm
- średnica dyszy: od 0,2 mm do 1,2 mm (wymienne dysze)
Dostępne materiały:
- PLA oraz inne o niskim skurczu
Drukarka DLP (Digital Light Processing) − model Anycubic Photon S
Dane techniczne:
- obszar roboczy oś X: 115 mm, Y: 65 mm, Z: 165 mm
- dokładność wydruku warstw: 25 µm (0,025 mm)
Dostępne materiały:
- żywice polimerowe utwardzane wiązką światłą o długości 405 nm
Poznaj pozostałą ofertę usług
Kontakt
W razie pytań/wątpliwości zapraszamy do kontaktu.